Fulton is an American multi-national collection of companies headquartered in Pulaski, New York, USA. We research, engineer, manufacture, and support premier heat transfer equipment for a wide range of commercial and industrial applications. Today Fulton employs more than 650 people in facilities across five countries, serving as an industry leader of emerging heat technologies for more than 70 years.

Fulton’s FBS is a high quality horizontal firetube boiler. With more than 10,000 boilers sold in more than 40 countries, the FBS has proven itself time and again for customers around the world.
All FBS boilers are factory packaged with and integrated boiler, burner, and control package configured to provide the industry’s lowest cost of ownership.
Key Features:
➤ Lowest cost of ownership
➤ Best-in-class efficiency
➤ Capable of meeting all emission standards
➤ Trim options for virtually any user requirement
➤ Customizable controls
➤ Burner packages for multiple fuel types
Operating Principle
Fulton FB-S three-pass/wet-back/horizontal steam boiler
The standard design for FB-S is a three-pass, wet-back with corrugated furnace. In the first pass, the flame and high temperature flue gas flow from the front to the back of the furnace; Through the second pass tubes, high temperature flue gas flow from the return chamber to the front chamber; In the third pass, the flue gas passes through the third pace tubes to the back of the boiler stack and then vents out.
Corrugated furnace and wet back design
FB-9 boiler’s large diameter corrugated furnace provides a generous heating surface for increased heat transfer and reduced heat flux. The corrugation also reinforces the strength of the combustion chamber, and increases the longevity of the pressure vessel due to a substantial reduction in thermal and mechanical fatigue caused by cyclic expansion and contraction. The wet-back design eliminates heavy refractory on rear door while increasing efficiency and reducing radiant loss.
Large Water Content
FB-S boiler’s large water content and steam chamber ensure low sensitivity to load change, and stability of steam pressure 6 steam quality. Combustion chamber located well below water level with generous clearance from bottom of boiler allowing proper simulation. Adequate space between combustion chamber and water level ensures high quality steam by minimizing carry over.
Well-insulated Front Gas Chamber
Gas chamber Is not a part of the pressure vessel, but plays an important role in boiler operation. Fulton utilizes the “air-insulation” design to reduce heat loss in the FB-S series boiler. The large furnace surface area also reduced furnace exit temperature via enhanced radiation and convection.

Design Features:
➤ 300BHP–1650BHP output (5 ton/hr – 25 ton/hr)
➤ Standard maximum working pressure is 1.0 MPa or 1.25 MPa; other pressures available upon customer request
➤ Standard model features three-pass, wet-back, and corrugated furnace design
➤ Optional four-pass, wet-back, corrugated design maximizes boiler efficiency
➤ Seamless tubes thicker than competitors’
➤ Welded tubes eliminate leakage issues common with rolled tubes during shipping
➤ Fuel options: light oil, heavy oil, natural gas, or dual fuel
➤ Low NOx emissions
Operating Principle
Fuel is injected from the burner into the combustion chamber and is ignited and burned. The combustion chamber constitutes the first past. Then a combustion turnaround section directs the flue gas to the second pass tubes. The turnaround section is water surrounded and thus called the “wet-back”. In the third pass, gases travel from the second pass tubes to the third pass tubes and finally exit out the stack.
4 pass design for optimum efficiency.
Fulton’s FB-C/FB-0 boilers’ four pass design adds additional heating surface to the traditional three pass, which further enhances the heat exchange between the flue gas and boiler water. This four pass design plus the fully matched IC burner achieve the optimum efficiency for FB-C/FB-O boilers.
High Efficiency full modulation burner
➤ High turn-down ratio full modulation burner maintains steady boiler operation during low load
➤ Turn-down ratio: 10:1 for gas-fired burners, 8:1 for oil-fired burners
➤ Full modulation burner minimizes boiler on-off cycling and pre/post purging, improving efficiency
➤ Enhances control accuracy of boiler pressure and temperature
Advanced burner control system for safety and high efficiency
Fulton FB-C series burner control system has strong control, test and diagnose functions. The burner programmer monitors the burner ignition, operation and flame. It also works with water relay and pressure control to ensure the boiler safety. FB-C boiler has flame failure; oil pump, water pump, and air motor overload protection, low water cut-off, and high pressure cut-off, high temperature cut off for hot water boiler and high-low gas pressure interlocks.
Wet-back and corrugated furnace design
Both 3 pass and 4 pass FB-C boilers all have the wet-back and corrugated furnace design feature. The corrugation of the furnace provides additional heat transfer surface. It also reinforces the strength of the combustion chamber and increases the longevity of the pressure vessel. Corrugation greatly reduces the thermal and mechanical fatigue caused by cyclic expansion and contraction. Wet-back design eliminates the need for refractory lining, baffles, and gaskets and provides additional heating surface.

Design philosophy
The philosophy of this RB boiler was to manufacture the “best” horizontal reverse flame, three pass, wet-back steam & hot water boiler in the boiler industry. The two designers with over seventy years of combined experience in designing and manufacturing set out to incorporate proven engineering principle with modern design and construction methods.
The RB bears comparison with all other similar boilers, wherever in the world they are made. There has been no compromise in the brief to make a highly efficient, safe, reliable, long lasting and easily maintainable boiler in the Fulton tradition.
➤ Designed and constructed to BS 2790 or ASME code, with standard maximum operating pressure of 1.0 MPa
➤ Equipped with Nu-Way (special for RB series with Fulton brand) oil, gas or dual fuel automatic high/low burner; modulating burner optional as per customer requirement
➤ Deviated front door allows easy access and inspection of welds; 100% NDT (Non-Destructive Test) on all major pressure vessel welds
➤ Compact design—smaller than boilers of equal capacity
➤ Water level probe directly immersed into the pressure vessel, avoiding false water level readings and increasing operational safety
Operating Principle and Structural Features
Fulton RB boiler is a wet-back horizontol boiler. Fuel is injected from the burner into the combustion chamber and is ignited and burned. The high temperature flue gas reverses back after reaching furnace end plate. Heat from the flue gas is passed to boiler water through convection and conduction. Then the flue gas flows into fire tubes through front chamber, transferring residual heat to boiler water. Finally the cooled low temperature flue gas vents into stack via rear chamber.
Large Furnace Volume, Large Furnace Surface Area, Better Combustion, Higher Efficiency
With large furnace volume and furnace heating surface, RB boiler has low combustion intensity, typically less than 1000 kw/m2. The large furnace and large furnace surface area also reduce furnace exit temperature via enhanced radiation and convection, front gas chamber condition is much better than regular reverse fire boiler, thus ensures front gas chamber durability.
Large Number Of Fire Tubes And Large Tube Total Cross-Sectional Area
With large tube total cross-sectional area, the resistance to gas flow is reduced, so the burner can be equipped with smaller motor to reduce power consumption.
Large Water Content, Low Sensitivity To Load Change
Large water content and steam chamber ensures low sensitivity to load change, and stability of steam pressure & steam quality.
Low NOx Emission
Fulton RB boiler adopts large furnace volume, reduces combustion intensity noticeably. Emission of NOx is limited to a quite low level, which comply with the latest European and North American’s environmental requirements.

Fulton’s vertical design is a full packaged boiler built to ASME specifications and applicable standards and codes. They are very efficient because the heating elements are totally immersed in water and the pressure vessel isfully insulated. Radiation losses are minimal. With a carefully calculated heat to steam ratio, operating pressures are achieved quickly with maximum efficiency. Electric boilers have no wasted fuel going out the stack as associated with fossil fuel, therefore, electric boilers are environmentally friendly. No NOx (nitrogen oxides) are being transmitted to the atmosphere.
Design Features:
➤ A complete line of packaged boilers for efficient, quiet, and safe operation in any commercial or industrial process application
➤ Vertical design is a fully packaged boiler built to ASME specifications and applicable standards and codes
➤ Highly efficient due to heating elements being totally immersed in water and the pressure vessel being fully insulated, minimizing radiation losses
➤ No wasted fuel emissions like those from fossil fuels, making electric boilers environmentally friendly
➤ No nitrogen oxides (NOx) are released into the atmosphere
➤ Capacity range: 12 kW (18 kg/hr) – 2000 kW (3060 kg/hr)
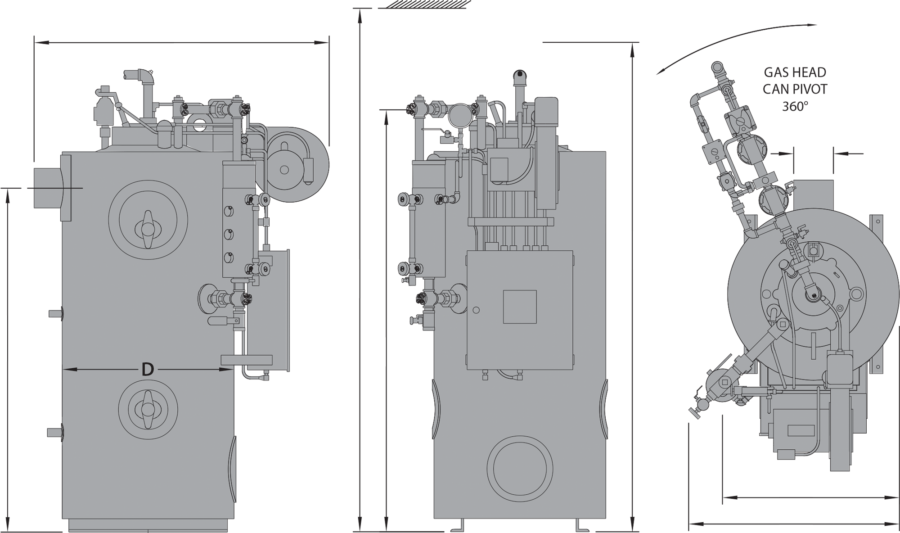
Save valuable time and expenses in the field by ordering complete skid mounted units ready for power and water hook up. Unit 1-50 kW (5 BHP) 600 PSIG steam boiler with dual level controls, skid-mounted, pre-piped with feed system and tandem feed-water preheaters. This unit is used for steam injection for pharmaceutical crystallization process.
Unit 2-36 kW (3.6BHP) 15 PSIG electric steam boiler with 3 kW electric steam superheater skid mounted and prepiped with return system and chemical feed system. Explosion proof, Class 1, Group C, D ON 1. All controls, instrumentation by Fulton including single source power connection. This unit is used for manufacturing/sterilization of surgical equipment.
The element(s) are easily accessible-permit quick removal for service or inspection. Heating element thermostats are optional.

Product Overview
The Classic™ steam boiler represents the evolution of Fulton’s original vertical tubeless boiler design. Fulton’s Classic boiler design is simple, compact, and trouble-free backed by more than 100,000 boilers installed around the world in virtually every type of industry imaginable.
Classic boilers feature efficiencies up to 84% with oil and/or gas capabilities and Low Emissions burner (gas only), all packaged and trimmed for your application.
Key Features:
➤ Simple design with proven reliability
➤ Compact design and small footprint
➤ Wide range of sizes
➤ Durable and reliable construction
Using added heat transfer surface area, the high-velocity flue gases travel over a cylindrical grid of heat convection fins, transferring additional heat evenly to the water in the vessel. This creates increased efficiency up to 84% while still maintaining a rugged pressure vessel design.
For over 60 years the Fulton vertical tubeless boilers have remained a compact trouble-free boiler supplying steam and hot water to virtually every type of industry imaginable.
The Classic efficient FB-A, FB-B Fulton boilers are available in 13 sizes ranging from 4 to 150 BHP.
Simplicity and reliability offer years of trouble-free operation. With no tubes or coils to scale up, rust or burn out, a Fulton Boiler reduces plant operating costs by eliminating down time and expensive repairs.
All Fulton Boilers feature the Fulton designed top mounted down-fired standard power burner or new optional low emissions burner. The velocity of the premixed air and gas reduces the residence time in the low emissions burner. Due to this high velocity gas/air mixture, Fulton’s burners are capable of maintaining NOx concentrations below 20 PPM and 60 PPM CO corrected to 3% O2. The Fulton Low Emissions Burner is also under 20 ng NOx/joule output.
Fulton Engineers/Manufactures Total System for Industrial Process Applications
Fulton, involved in engineering total systems to meet the needs of a specific application has been manufacturing steam boilers for over 60 years. Fulton’s engineering, drafting, and manufacturing capabilities can build just about anything around a customer’s needs. Fulton’s custom built, factory skid mounted and pre-piped equipment save a tremendous amount of time and work on the job site.